

ISO-CAST® A765-MIUL
• flame retardant acc. to UL94 V-0
• training-free
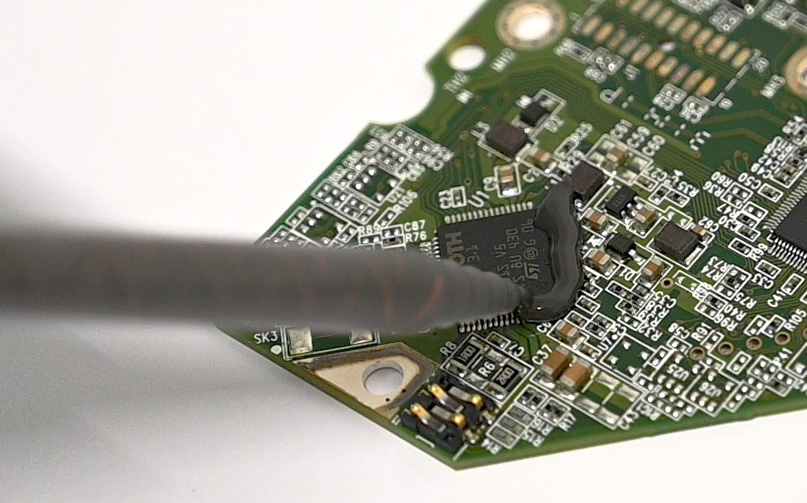
Dam application of the casting resin ISO-CAST® A765-MIUL
ISO-CAST® A765-MIUL is a mineral-filled, cold-curing, 2-component casting resin based on poly-ether and ester polyols and aliphatic isocyanates. The system chemically crosslinks to form an infusible elastomer.
Due to the strong thixotropic effect of the resin, its viscosity increases after stirring. Therefore, even before curing, the liquid compound hardly leaks from any housing gaps, cable entry points, etc. It can be applied as beads on horizontal and vertical surfaces.
The casting compound has passed flame retardancy tests according to UL 94 V-0 (3 mm) and is therefore particularly suitable for casting electrical components tested according to UL standards. Its hydrolysis resistance is excellent. The cured material does not contain any plasticisers and does not tend to become brittle.
ISO-CAST® A765-MIUL is characterised by good heat dissipation and very little shrinkage during curing. The compound exhibits good corrosion protection properties and strong adhesion to metal, ceramics, and many plastics.
The product does not fall under the EU diisocyanate training regulations. ISO-CAST® A765-MIUL is compliant according to EU Directives 2011/65/EU (“RoHS”) and 2015/863/EU (“RoHS III”).
Area of application
For housing gaps or cable strand entries
Technical data
Resin
Colour
Viscosity (25°C; rot.; 1 s-1)
Viscosity (25°C; rot.; 10 s-1)
Density (23°C)
Grey-black
Approx. 116000 mPas
Approx. 30000 mPas
Approx. 1,64 g/cm³
Hardener
Colour
Viscosity (25°C; rot.; 1 s-1)
Viscosity (25°C; rot.; 10 s-1)
Density (23°C)
Transparent
Approx. 2500 mPas
Approx. 2400 mPas
Approx. 1,17 g/cm³
Mixture
Mixing ratio resin : hardener
Colour
5,8 : 1 parts by weight
4 : 1 parts by volume
Grey-black (other colours on request)
Density (23°C)
Approx. 1,52 g/cm³
Pot life (23°C)
Gel time (23°C)
Approx. 10 min
Approx. 20 min
Mixed viscosity (25°C; rot.; 1 s-1)
Mixed viscosity (25°C; rot.; 10 s-1)
Approx. 74000 mPas
Approx. 31000 mPas
Dielectric strength
Approx. 5 kV/mm
Cured product
Mixing ratio resin: hardener
Under standard curing condition
5,8 : 1 parts by weight
4 : 1 parts by volume
(14 days 23°C / 50% relative humidity) unless otherwise stated
Hardness Shore D
(23°C; 14d RT 50% rel. h.)
Hardness Shore D
(23°C; oven curing: 4hRT + 24h80°C)
Approx. 45
Approx. 45
Long-term temperature resistance
Short-term temperature resistance
Approx. 120°C
Approx. 180°C
Flame retardancy test according to UL94
V-0 (3 mm)
Glass transition temperature (midset)
Approx. -30°C
Tensile strength (5A specimen)
(2 mm thickness; speed: 10 mm/min; 23°C)
Elongation at break (5A specimen)
(2 mm thickness; speed: 10 mm/min; 23°C)
Approx. 2,80 N/mm2
Approx. 17%
Tear resistance
(W-specimen; incision; speed: 10 mm/min; 23°C)
Approx. 3,80 N/mm
Dielectric strength
> 20 kV/mm
Dielectric loss factor tan δ (25°C; 500 V AC; 50 Hz)
Approx. 0,08
Relative permittivity (25°C; 500 V AC; 50 Hz)
Approx. 7,30
Insulation resistance (25°C; 500 V DC)
Approx. 1,60×1010 Ohm
Volume resistance (25°C; 500 V DC)
Approx. 1,70×1012 Ohm×cm
Surface resistance (25°C; 500 V DC)
Approx. 1,50×1011 Ohm×cm
Thermal conductivity
Approx. 0,90 W/K×m
Delivery form
Loose goods, double chamber kneading bags or double chamber cartridges (50 mL) with 4:1 volume ratio.
Accessories: Cartridge gun (Item No. 61-0K50-04) and mixing tube (orange, 16 elements / Item No. 61-00M3-04).
Storage and transport
Store in a dry and airtight, closed container at 10 – 35°C. Can be stored for at least 12 months in original sealed containers under the above conditions. Short-term deviations during transport and storage are acceptable.
Cleaning
To ensure good adhesion of the cast resin the customer should individually test the suitability of the involved surfaces. Possible pre-treatments like cleaning, activation processes (plasma process) etc. should also be taken into account. The contact surfaces should be free of dirt such as dust, grease or water. For cleaning we recommend ISO-RC® Degreaser for wipe degreasing or ISO-RC® Flux-Off + ISO-RC® Spraywash for spray degreasing (available in 400 ml spray cans).
Processing
Standard processing from cartridge: Put the cartridge upright for 10 minutes with the sealing cap upwards so that any gas pockets can collect. Then insert the cartridge into the gun and press until both components come out. Wipe off the excess, attach the mixing tube and squeeze out and discard half the mixing tube length of the material.
For loose goods: Stir the resin container thoroughly. Weigh the resin and hardener in the specified mixing ratio and mix for 1 – 3 minutes (depending on the batch size and processing time). Apply suitable mixing speed in order to ensure complete homogeneous mixing without introducing too many air bubbles into the reaction mass. The ideal processing temperature is 20 – 25°C. In general, curing is delayed at lower temperatures and accelerated at higher temperatures. When using a double chamber bag, empty the corners well and knead for 3 minutes. Before casting a homogeneous mass, free of streaks, must be obtained. Then pour immediately and do not scrape the mixing vessel. Air bubbles in the reaction mass can be removed before the end of the potlife by evacuating the material or carefully fanning the surface with a hot air gun. Machine processing is also possible. The EC safety data sheet provides information on safety-relevant product properties.