

ISO-CAST® A765-MIUL
• flammhemmend nach UL94 V-0
• schulungsfrei
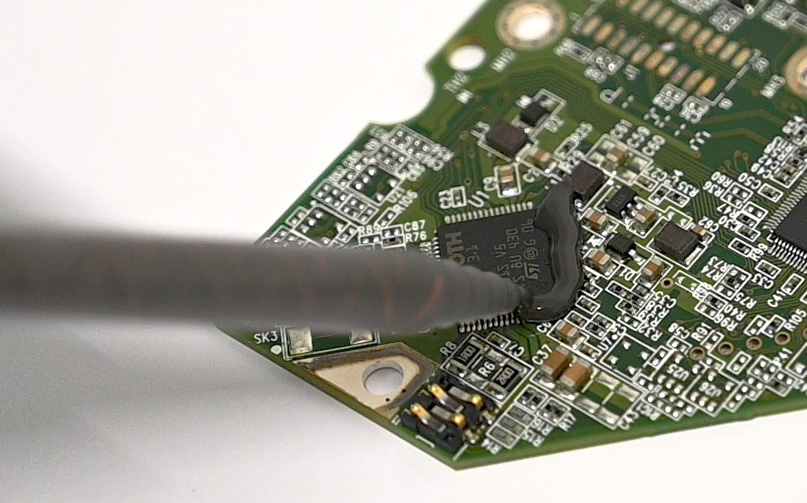
Damm Applikation mit ISO-CAST® A765-MIUL
ISO-CAST® A765-MIUL ist ein mineralisch gefülltes, kalthärtendes, mit flammhemmenden Additiven ausgerüstetes 2-Komponenten-Gießharz auf Basis von Polyether- und Esterpolyolen sowie aliphatischen Isocyanaten. Das System vernetzt chemisch zu einem unschmelzbaren Elastomer.
Durch den starken Thixotropieeffekt steigt nach Rührende die Viskosität an. Daher tritt die flüssige Masse auch vor der Aushärtung kaum aus ggf. vorhandenen Gehäusespalten, Kabellitzen-Einführungen usw. aus. Das Auftragen von Raupen auf horizontalen und vertikalen Flächen ist möglich.
Die Vergussmasse hat Brandschutzprüfungen nach UL94 V-0 (3 mm) bestanden und eignet sich deshalb insbesondere zum Verguss elektrischer Bauteile, die nach UL-Norm geprüft werden.
Die Hydrolysebeständigkeit ist ausgezeichnet. Das ausgehärtete Material enthält keine Weichmacher und neigt nicht zur Versprödung. Es zeichnet sich durch gute Wärmeableitung und sehr wenig Schrumpf während der Aushärtung aus. Die Masse besitzt gute Korrosionsschutzeigenschaften und ein hohes Haftvermögen auf Metall, Keramik und vielen Kunststoffen. Das Material unterliegt nicht der Isocyanat-Schulungspflicht.
ISO-CAST® A765-MIUL ist konform gemäß den EU-Richtlinien 2011/65/EU („RoHS“) und 2015/863/EU („RoHS III“).
Einsatzbereich
Für Gehäusespalten oder Kabellitzen-Einführungen
Technische Daten
Harz
Farbe
Viskosität (25°C; rot.; 1 s-1)
Viskosität (25°C; rot.; 10 s-1)
Dichte (23°C)
Grau-schwarz
Ca. 116000 mPas
Ca. 30000 mPas
Ca. 1,64 g/cm³
Härter
Farbe
Viskosität (25°C; rot.; 1 s-1)
Viskosität (25°C; rot.; 10 s-1)
Dichte (23°C)
Transparent
Ca. 2500 mPas
Ca. 2400 mPas
Ca. 1,17 g/cm³
Mischung
Mischungsverhältnis Harz : Härter
Farbe
5,6:1 Gew.-teile
4:1 Vol.-teile
Grau-schwarz (andere Farben auf Anfrage)
Dichte (23oC)
Ca. 1,52 g/cm³
Topfzeit (23°C)
Gelzeit (23°C)
Ca. 10 min
Ca. 20 min
Mischviskosität (25°C; rot.; 1 s-1)
Mischviskosität (25°C; rot.; 10 s-1)
Ca. 74000 mPas
Ca. 31000 mPas
Durchschlagfestigkeit
Ca. 5 kV/mm
Ausgehärtetes Produkt
Mischungsverhältnis Harz : Härter
Unter Standardhärtungsbedingung
5,8 : 1 Gew.-teile
4:1 Vol.-teile
(14 Tage 23°C / 50% rel. Lf.) falls nicht anders angegeben
Härte Shore D
(23°C; 14d RT 50% rel. Lf.)
Härte Shore D
(23°C; Ofenhärtung: 4hRT + 24h80°C)
Ca. 45
Ca. 45
Dauerhafte Temperaturbeständigkeit
Kurzzeitige Temperaturbeständigkeit
Ca. 120°C
Ca. 180°C
Brandschutzprüfung nach UL94
V-0 (3 mm)
Glasübergangstemperatur (midset)
Ca. -30°C
Zugfestigkeit (5A Prüfkörper)
(2 mm Dicke; Geschw.: 10 mm/min; 23°C)
Bruchdehnung (5A Prüfkörper)
(2 mm Dicke; Geschw.: 10 mm/min; 23°C)
Ca. 2,80 N/mm2
Ca. 17%
Weiterreißwiderstand
(Einschnitt; Geschw.: 10 mm/min; 23°C)
Ca. 3,80 N/mm
Durchschlagfestigkeit
> 20 kV/mm
Dielektrischer Verlustfaktor tan δ (25°C; 500 V AC; 50 Hz)
Ca. 0,08
Relative Permittivität (25°C; 500 V AC; 50 Hz)
Ca. 7,30
Isolationswiderstand (25°C; 500 V DC)
Ca. 1,60×1010 Ohm
Volumenwiderstand (25°C; 500 V DC)
Ca. 1,70×1012 Ohm×cm
Oberflächenwiderstand (25°C; 500 V DC)
Ca. 1,50×1011 Ohm×cm
Wärmeleitfähigkeit
Ca. 0,90 W/K×m
Lieferform
Lose Ware, Doppelkammerknetbeutel oder Doppelkammerkartusche (50 mL) mit 4:1 Vol.-teilen.
Zubehör: Kartuschenpistole (Artikel-Nr. 61-0K50-04) und Mischrohr (orange, 16 Böden / Artikel-Nr. 61-00M3-04).
Lagerung und Transport
Gebinde trocken und luftdicht verschlossen bei 10 – 35°C lagern. Mindestens 12 Monate haltbar in original verschlossenen Gebinden bei genannten Bedingungen. Kurzzeitige Abweichungen bei Transport und Lagerung sind akzeptabel.
Reinigung
Um eine gute Haftung des Gießharzes zu gewährleisten, sollte der Kunde die Eignung der beteiligten Oberflächen individuell prüfen. Mögliche Vorbehandlungen wie Aufrauen (Kabel), Reinigung, Aktivierungsprozesse (Plasmaprozess) etc. sind ebenfalls zu berücksichtigen. Die Kontaktflächen sollten frei von Verschmutzungen wie Staub, Fett oder Wasser sein. Zur Reinigung empfehlen wir ISO-RC® Degreaser zur Wischentfettung oder ISO-RC® Flux-Off + ISO-RC® Spraywash zur Sprühentfettung (erhältlich in 400 ml Sprühdosen).
Verarbeitung
Standardverarbeitung aus Kartusche: Kartusche für 10 Minuten mit Verschlusskappe nach oben aufrecht stellen, damit sich etwaige Gaseinschlüsse sammeln können. Dann Kartusche in Pistole einlegen und solange betätigen, bis beide Komponenten austreten. Überstand abwischen, Mischrohr aufstecken und eine halbe Mischrohrlänge Material austragen und verwerfen.
Für lose Ware: Harzgebinde gründlich aufrühren. Harz und Härter im angegebenen Mischungsverhältnis abwiegen und 1 – 3 Minuten (je nach Ansatzgröße und Verarbeitungszeit) unter langsamen Rühren vermischen (Luftblasen vermeiden). Die ideale Verarbeitungstemperatur ist 20 – 25°C. Generell ist bei tieferen Temperaturen die Aushärtung verzögert bzw. beschleunigt bei höheren Temperaturen. Bei Verwendung eines Doppelkammerbeutels Ecken gut ausstreichen und 3 Minuten kneten. Vor dem Verguss muss eine homogene, schlierenfreie Masse vorliegen. Anschließend sofort vergießen und das Rührgefäß nicht restentleeren. Eingerührte Luftblasen sind vor Ende der Verarbeitungszeit durch Evakuieren oder vorsichtiges Befächeln der Oberfläche mit einem Heißluftfön entfernbar. Ein maschineller Verguss ist ebenfalls möglich.
Über sicherheitsrelevante Produkteigenschaften informiert das EG-Sicherheitsdatenblatt.